Как правильно паять паяльником: техника пайки, советы и инструкция для начинающих. Что нужно для пайки паяльником Что нужно для пайки паяльником список
Процесс пайки сам по себе не сложен – подготавливаем детали, обрабатываем флюсом, разогреваем, добавляем припой в зоне пайки. Но, как и в любом деле есть свои нюансы, которые необходимо знать, чтобы получить качественный результат.
Что представляет собой процесс спаивания
Пайка выполняется, когда необходимо соединить две детали.

Перед процессом необходимо подготовить компоненты: очистить от грязи и удалить оксидную пленку в месте спаивания, так как наличие даже небольших загрязнений или окисления помешает надежной стыковке материалов.

При выборе припоя нужно руководствоваться правилом – температурный режим плавления припоя должен быть ниже температуры плавления элементов, которые планируется соединить.

Порядок действий в технологии пайки:
Поверхности деталей необходимо зачистить от грязи, ржавчины, окисной пленки и пр., так, чтобы появился блеск основного металла. Для удаления окисления и его предотвращения в дальнейшем необходимо покрыть детали в месте соединения флюсом. Нанести его можно кисточкой тонким слоем.






Альтернативой второму этапу может быть вариант обработки, называемый лужение. Используется в основном для обработки проводов. Зачищенный провод кладется на канифоль, прогревается паяльником, провод необходимо поворачивать, чтобы он весь оказался в расплавленной канифоли, далее наносится тонкий слой расплавленного припоя, который на химическом уровне соединяется с основным металлом (можно взять капельку припоя непосредственно паяльником и нанести на деталь).

Детали соединяют механически: к примеру, при работе с проводами нужно сделать скрутку; выводные элементы на плате фиксируются пластилином, воском или термоклеем, другие детали можно зажать пассатижами или тисками.

Наносится дополнительно флюс, чтобы избежать окисления при нагреве. Разогретым паяльником наносится припой.

Для легкости понимания прилагаем фото-инструкцию, как правильно паять.

Виды паяльников
В быту распространены сетевые паяльники, работающие от напряжения 220 В.

Профессионалы отдают предпочтение паяльным станциям. Основной их плюс – наличие термостата, благодаря которому стабильно обеспечивается заданная температура.

В случае с сетевыми паяльниками, температура определяется по канифоли или флюсу, когда паяльник готов к работе они начинают хорошо кипеть, но до горения доводить не стоит.

Для домашнего пользования можно приобрести два паяльника с малой (40-60 Вт) и средней мощностью (100 Вт). Маломощный паяльник предназначен для спаивания деталей в электронике.





Расходники
Флюс
Это смесь для снятия окисления с металлических деталей перед процессом спаивания. Обработка флюсом позволяет лучше растечься припою по месту стыка и защитить его от коррозии при нагревании. Флюс можно встретить в виде жидкости, пасты и порошка. Наносить, конечно, удобнее жидкий флюс.

Флюсами могут быть канифоль, нашатырь, кислоты борная и ортофосфорная, таблетки обычного аспирина.

В продаже легко найти флюс для любого вида работы, и как правило, на этикетке уже указано, как и для каких материалов его использовать. Это позволяет не заниматься самодеятельностью, а использовать уже подготовленную смесь, что позволит избежать сюрпризов в виде нагара.


Канифоль – популярный флюс, отличается приятным запахом при нагревании, не токсична. Как паять паяльником с канифолью: можно взять сразу жидкий вариант канифоли, он удобнее. Если же имеем дело с твердой канифолью, то сначала нужно расплавить ее паяльником и жалом нанести ее на место спаивания.

Канифоль подходит для пайки медных проводников, радио- и электроэлементов, хорошо ведет себя с золотом и серебром. Остатки канифоли после пайки нужно убрать, чтобы предупредить коррозию металла.

Спирто-канифольный флюс (сокращенно СКФ) – это канифоль со спиртом в пропорциях один к трем. Применяется в тех же случаях, что и обычная канифоль. Удобнее в использовании за счет жидкого состояния.





Припой
Припой имеет меньшую температуру плавления, чем материал соединяемых элементов, поэтому в горячем виде он обволакивает соединение, а после остывания две детали становятся единым целым. При какой температуре паять зависит от химического состава деталей и выбранного припоя.

Сплавы, используемые как припои:
- олово+свинец
- кадмий
- никель
- серебро и пр.


На рынке чаще всего встречаются свинцово-оловянные припои ПОС. После аббревиатуры ПОС следует цифровое значение, которое указывает на количество олова. Чем оно выше, тем больше олова, что положительно отражается на прочности и электропроводности будущего соединения.

Эта подсказка позволит разобраться, как правильно паять оловом, в качестве флюса обычно выбирается канифоль (наиболее удобный вариант – оловянная проволока внутри которой уже присутствует канифоль).

Свинец идет в качестве регулятора процесса застывания, так как олово без этого вспомогательного элемента растрескается и покроется иглами. Свинец может быть заменен индием или цинком (бессвинцовые припои).

Для алюминия нужно будет выбрать специализированные флюс (Ф-61А, Ф-34А) и припой (есть разные варианты).

Жала паяльника
Практически все жала делаются из меди, бывают с покрытием и без. Хромированные и никелированные жала более жаростойкие, долговечные и не подвержены окислению.


Жала без покрытия требуют постоянной зачистки, так как окислившись они перестают качественно работать (припой не прилипает). А в ходе чистки жало довольно быстро стачивается.

Выбор формы жала зависит от поставленной задачи, но универсальными считаются в форме шила и лопаточки.






Завершение работы
После того как работа с паяльником завершена, необходимо очистить жало от припоя, и можно уже выключить паяльник. Горячее жало нужно ввести в твердую канифоль и подождать остывания, вынуть жало, излишки канифоли стекут и уже полностью остывший паяльник можно убрать на место.

Вооружившись хорошими теоретическими знаниями, как правильно паять паяльником, на практике можно добиться успехов в этом деле.

















Любой человек знает, что такое паяльник. Но не все используют его часто. Как научиться пользоваться паяльником?
Для домашних нужд достаточно будет паяльника мощностью в 40 Вт.
Паяние не является сложным процессом. Это обычное событие практически для любого человека. Главное — знать, как использовать паяльник.
Технология пайки

Пайка — это скрепление металлов с помощью расплава металла с низкой температурой плавления. Этот легкоплавкий металл получил название припоя. Для осуществления пайки необходимо нагреть соединяемые металлы на участке соединения до температуры расплавления припоя. Только при этом условии расплав припоя способен заполнить контактный зазор между металлами и проникнуть в их объем. Таким образом, возникает достаточно прочная связь металлов, как механическая, так и электрическая.
В процессе пайки наибольшую популярность имеет сплав олова со свинцом, в котором содержание олова может колебаться от 20 до 90%. Наилучшие результаты показывают припои типа ПОС-40 или ПОС-60 (цифры означают содержание олова в процентах). Эти припои начинают плавиться при температуре 230 и 180ºС. В ряде случаев применяется оловянно-свинцовый припой с добавлением висмута (ПОСВ-33), который расплавляется при нагреве до 130ºС.

Для пайки алюминиевых проводов должны применяться специальные сплавы на основе алюминия, имеющие значительно более высокую температуру плавления. Припои на основе олова продаются в форме стержней или проволоки размером 0,5-2 мм. В случае маленького сечения или деталей предпочтение отдается проволочному припою, так как работать с ним легче.
В большинстве случаев пайка невозможна без очищения поверхности металла от пленки окиси. Для ее разрушения используется специальное вещество — флюс. Для пайки медных изделий или изделий из медных сплавов в роли флюса употребляется канифоль. При нагреве на участке пайки флюс предохраняет металл от влияния атмосферы. В проволочных припоях обычно канифоль введена в состав проволоки. Опытные паяльщики для ускорения пайки обходятся без флюса, а используют для очистки поверхности металла паяльную кислоту. Для удобства работы флюс применяется в разном виде. Например, флюс может представлять собой раствор канифоли в спирте. В особо ответственных случаях находит применение канифоль марки ЛТИ-120.
Вернуться к оглавлению
Пайка различных металлических изделий

Медные изделия или детали из медных сплавов обычно не вызывают проблем при пайке. Их можно легко паять с помощью припоя на основе олова и канифоли. Серебряные и посеребренные изделия можно паять так же, как и медь, однако с целью улучшения надежности соединения рекомендуется применять специальный оловянно-свинцовый припой с серебряной добавкой.
Стальные изделия и металлы с цинковым покрытием паяются с канифолью очень плохо. Положение исправляет паяльная кислота, которая разрушает окисную пленку. Сплавы для нагревательных приборов (в т.ч. нихром) можно паять только с помощью специальных флюсов. Среди народных средств эффективным может стать обычный аспирин при использовании его вместо специального флюса. Алюминиевые изделия, сплавы на основе алюминия и нержавеющие стали при помощи канифоли спаять невозможно. Для их пайки пользуются специфичными средствами (эффективно применение концентрированной ортофосфорной кислоты) и специальными сплавами в качестве припоя.
Вернуться к оглавлению
Особенности выбора паяльника

Для проведения пайки необходим главный инструмент — паяльник. Любой паяльник включает в себя корпус с ручкой; нагревательный элемент (чаще всего применяется обычная спираль); медное жало и провод для соединения с электрической сетью. Нагревательный элемент закрыт кожухом, а внутри него располагается и фиксируется медное жало. Он при подаче напряжения обеспечивает нагрев всего жала. Жало имеет цилиндрическую часть, которая закрепляется внутри нагревателя, и рабочий участок (кончик жала).
По форме рабочая часть жала может иметь вид лопатки, а также конусную или иглообразную форму. Обычно устанавливается жало в виде лопатки со скосом на 45º в одну сторону или со срезами обеих сторон. Рабочий участок жала может быть прямолинейным или отогнутым вниз в зависимости от места пайки.

Паяльник выбирается в первую очередь по его мощности. Естественно, чем выше мощность нагревательного элемента, тем выше температура разогрева участка пайки и больше объем нагреваемого материала. Паяльники для бытовых нужд выпускаются мощностью от 20 до 125 Вт. В обычных условиях для ремонта бытовой техники оптимальным считается применение паяльников 25 или 40 Вт. Такие паяльники и рекомендуются для начинающих паяльщиков.
Жало практически всех паяльников изготавливается из меди, что связано с ее высокой теплопроводностью. Диаметр жала оказывает заметное влияние на параметры пайки. Различают в основном два вида жала: обычное диаметром 4-5 мм и малогабаритное — 2-3 мм. Конечно, при пайке небольших электрических схем целесообразно использовать маломощный паяльник с малогабаритным медным жалом.
Вернуться к оглавлению
Подготовительные работы

Чтобы правильно пользоваться паяльником, необходимо подготовиться к пайке. Прежде всего надо подготовить свое рабочее место. Работа с паяльником подразумевает наличие высокой температуры и электрического напряжения. Поэтому розетка для включения паяльника должна быть расположена в пределах досягаемости руки для быстрого отключения при необходимости. Сам паяльник должен располагаться на удобной подставке, обеспечивающей быструю установку и снятие паяльника. При этом он не должен касаться в нагретом состоянии стола или других предметов.
Такая подставка под паяльник различной формы продается в готовом виде. Можно сделать ее самостоятельно. Самодельная подставка имеет текстолитовое основание, в котором закреплены две стойки из стальной проволоки или прутка диаметром 4-5 мм. Такая стойка имеет М-образный вид и закрепляется обеими ножками в основании. Паяльник устанавливается в центральную выемку обеих стоек одновременно, обычно в горизонтальном положении.
Для удобства работы следует предусмотреть небольшие емкости для припоя и канифоли. Лучше, если это будут небольшие металлические баночки малой высоты, но достаточного диаметра. Емкости надо закрепить, чтобы в процессе пайки они не сдвигались.
Жало паяльника перед работой требует подготовки. Сначала надо осмотреть поверхность рабочего участка. Если после предыдущего использования на поверхности жала заметны изъяны, то необходимо напильником устранить все дефекты поверхности (наплывы, выемки и т.д.). Если кончик жала потерял свою форму, то следует напильником заточить его и восстановить скос 45º.

Очень важно кончик жала покрыть припоем (залудить). Производится это следующим образом. Паяльник разогревается до температуры плавления припоя. Жало паяльника одной стороной помещается в канифоль, а затем в припой. Не выключая паяльник, тряпкой снимают лишний припой. Еще лучше потереть жало с расплавленным припоем о плоскую деревянную поверхность, пока припой ровным слоем не покроет поверхность кончика жала. Аналогичное залуживание производится второй стороной жала. Если скос на рабочем участке жала сделан только в одну сторону, то достаточно залудить только скошенный участок жала.
Кроме того, целесообразно подготовить спаиваемые металлы, особенно если они имеют приличный размер. Участок пайки металлов целесообразно обработать наждачной шкуркой или надфилем.
Если металл загрязнен, особенно жирами и маслами, то необходимо очистить его поверхность растворителем.
Обработку стальных деталей следует произвести паяльной кислотой.
Каждый начинающий электронщик задавался вопросом: “А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?” Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
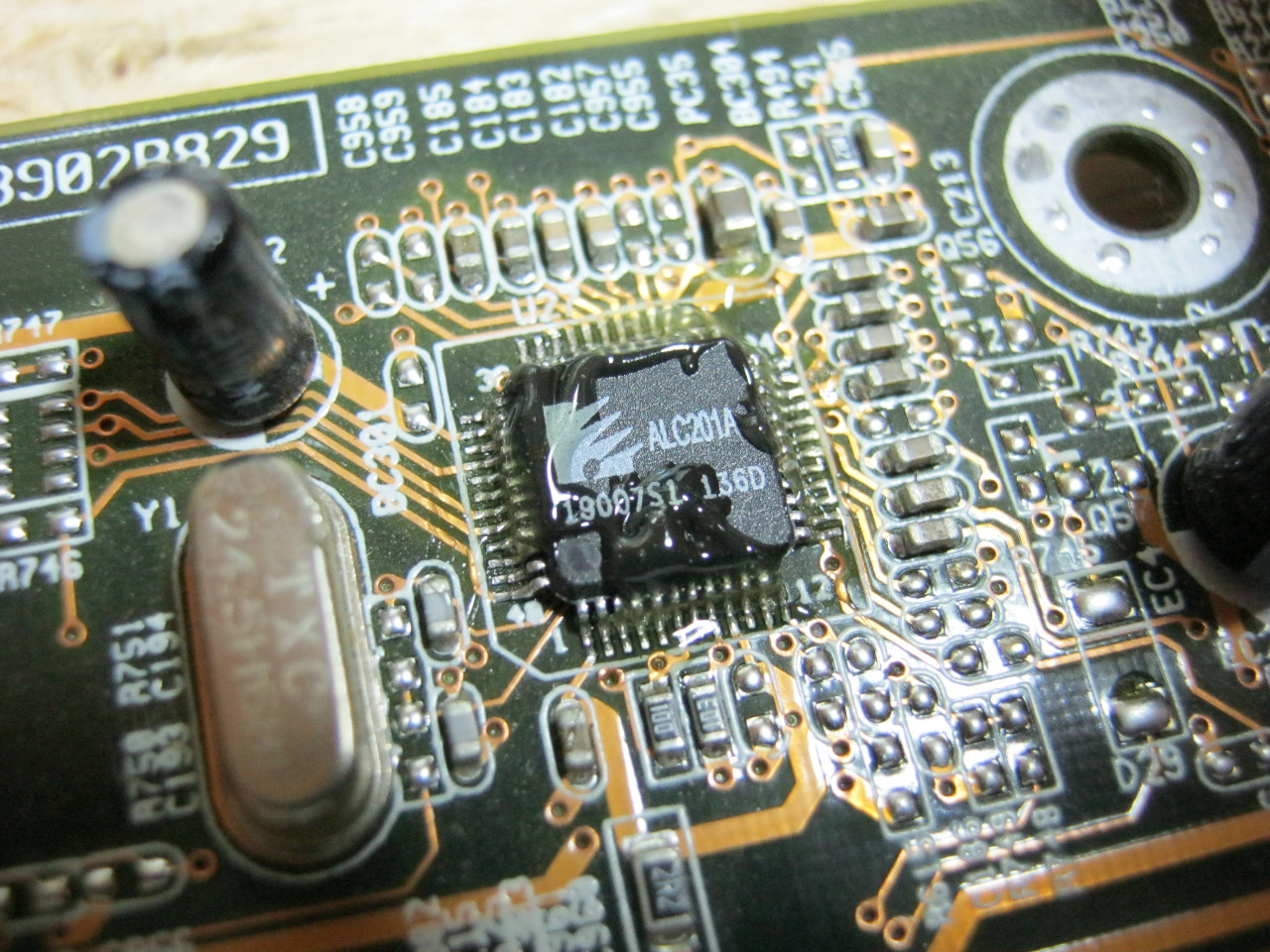
У каждой микросхемы имеется так называемый “ключ”. Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!
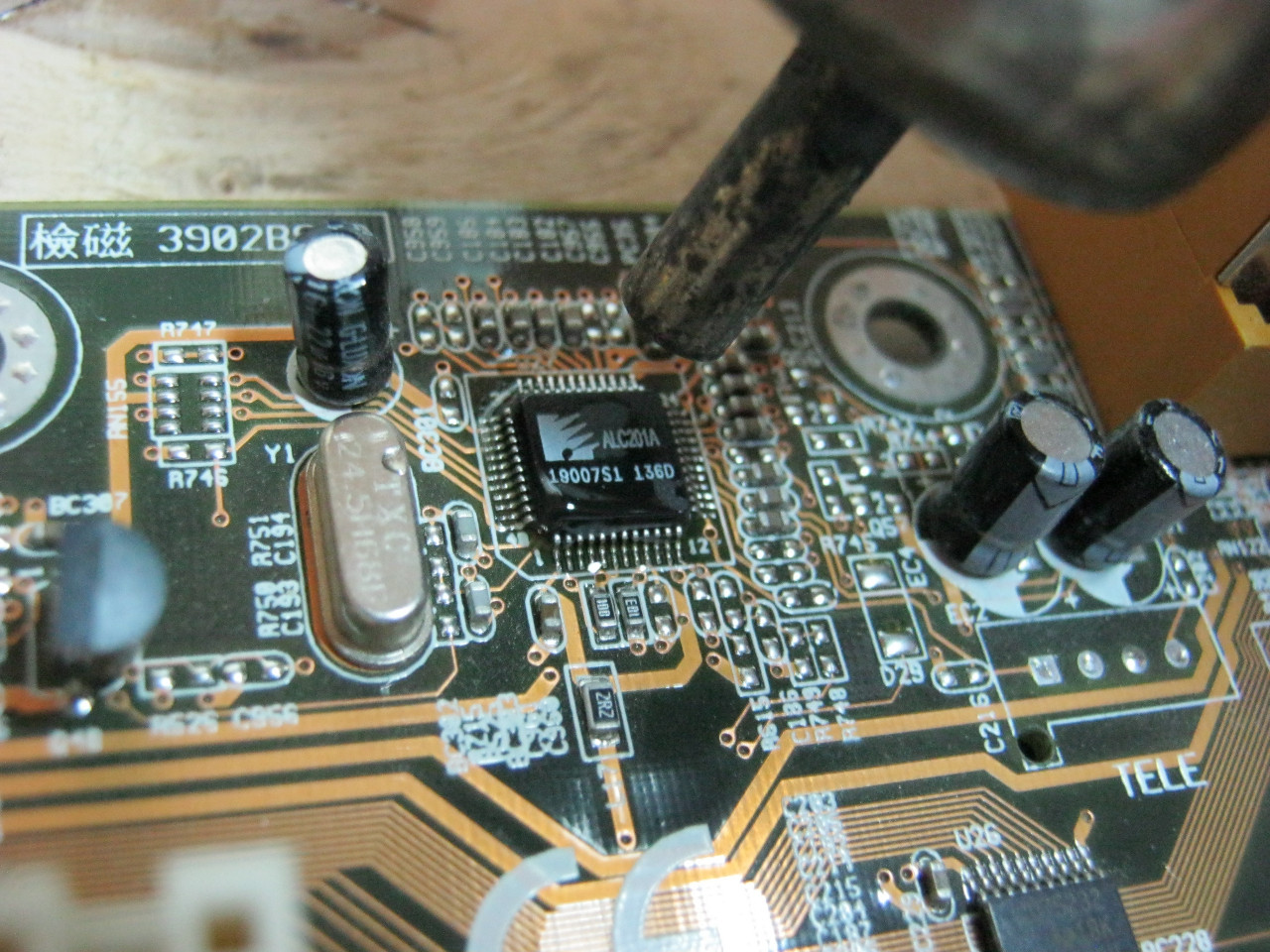
Выставляем температуру фена на 330-350 градусов и начинаем “жарить” нашу микросхему спокойными круговыми движениями по периметру.
Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
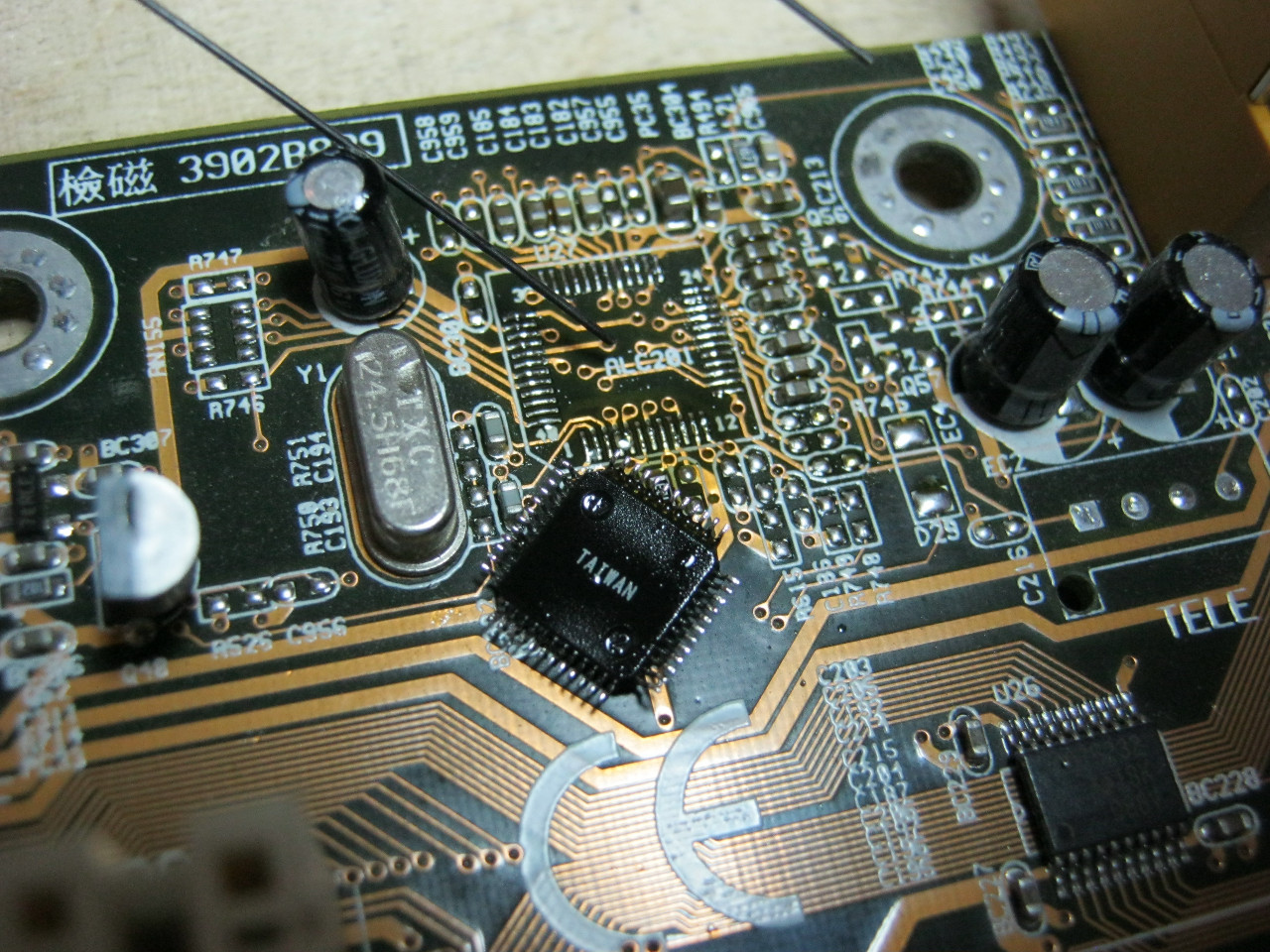
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
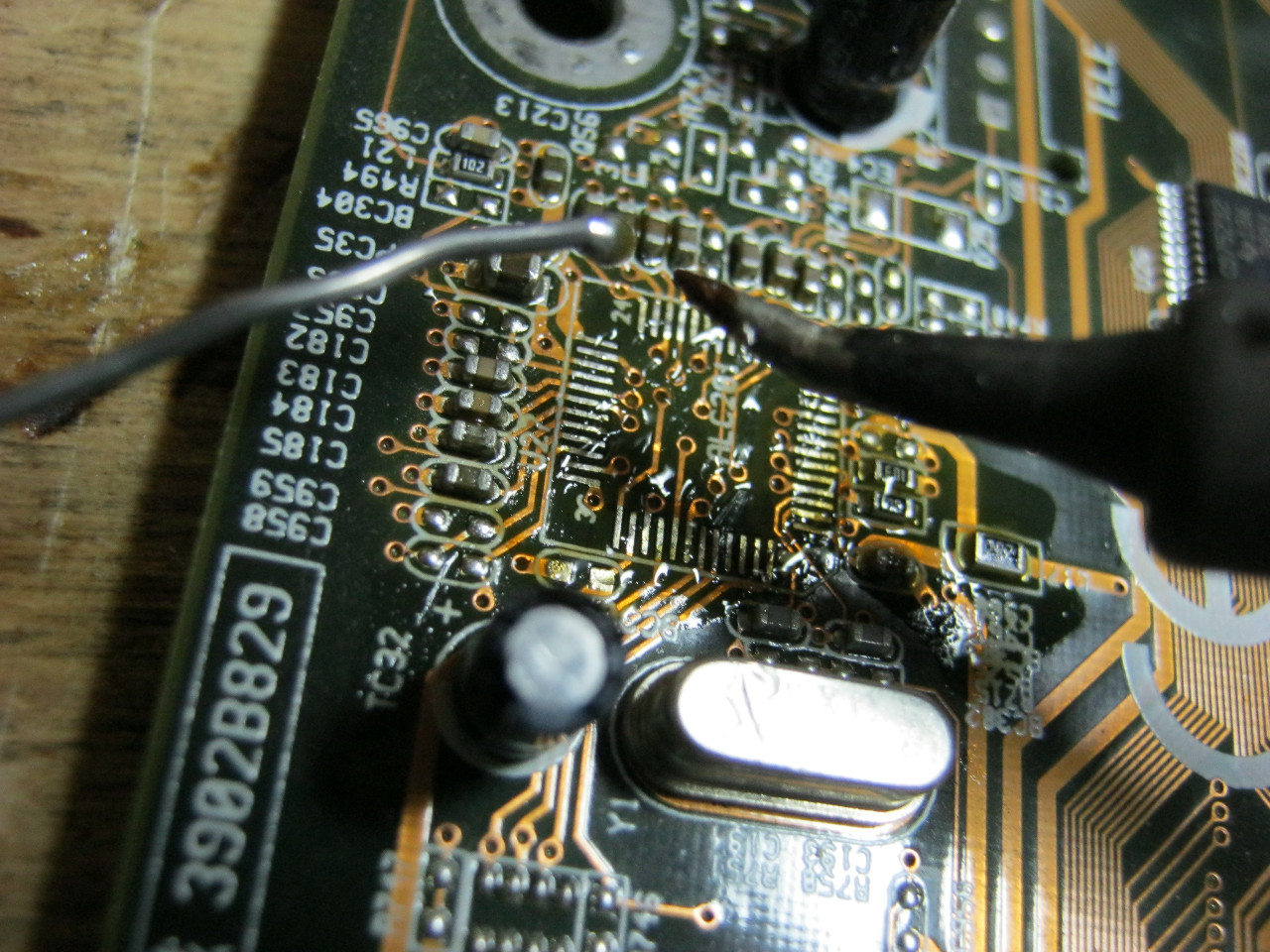
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка – это Goot Wick .

Вот что у нас получилось:

Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.

Напоследок чуток еще смазываем флюсом и по периметру “приглаживаем” контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.